



Инжекционное прессование
Под термином «инжекционное прессование» понимают введение термопластичного полимерного расплава в слегка открытую пресс-форму при одновременном или последующем прессовании с помощью дополнительного хода запирания. Этот дополнительный ход может осуществляться либо с помощью термопластавтомата, либо с помощью специального пуансона. Возникающее при этом давление в пресс-форме распространяется более равномерно по проецированной поверхности изделия, в большинстве случаев с целью более точного воспроизведения геометрии поверхностей детали и выдерживания заданной точности размеров деталей. Метод инжекционного прессования – это технология с использованием низкого давления, так что такие закладные детали как, например, декоративные элементы или металлические закладные детали предохраняются от повреждений. Как раз в случае применяемых в светотехнике деталей небольшое давление впрыска и выдержка под давлением могут коренным образом снизить внутренние напряжения. Поэтому применяемый в данном случае термопластавтомат должен обладать не только высокой гибкостью, но, что более важно, очень точной воспроизводительностью движений.
Преимущества:
- гибкая последовательность операций, точный пуск и регулирование блока замыкания в разных профилях и этапах
- управляемая характеристика выдержки под давлением (для улучшения выдерживания заданной точности размеров, уменьшения усадки и коробления)
- хорошее заполнение пресс-формы – > 100% уже на этапе заполнения
- возможное снижение давления впрыска и усилия запирания
- правильная ориентация волокон и снижение внутренних напряжений
- уменьшение среза материала
- улучшение условий для выхода воздуха
- включаемый и выключаемый узел, который можно дополнительно установить на всех стандартных термопластавтоматах
Ход технологического процесса:
1) запирание пресс-формы для впрыска

3) прессование введенной массы расплава

2) впрыск термопластичного полимерного расплава

4) охлаждение и выталкивание детали из пресс-формы
Технология пресс-форм
Пресс-формы для инжекционного прессования при заполнении полости в любом положении тиснения должны препятствовать попаданию расплава в разделительную плоскость (смотрите рис.).

a) Пресс-форма с погружающимися кромками b) Рама для тиснения c) Промежуточная плита для тиснения d) Пуансон
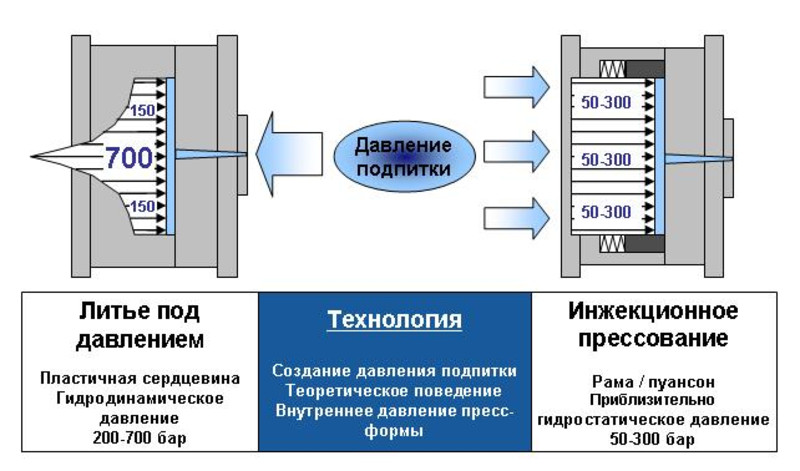
Заблаговременная компенсация усадки
При технологии инжекционного прессования компенсация усадки осуществляется значительно раньше, чем при стандартном литье под давлением и к тому же не только через пластичную сердцевину. Благодаря этому достигается 100 %-ое заполнение пресс-формы уже в процессе заполнения (смотрите рис. 1).

Равномерное распределение давления подпитки по всей площади
Дальнейшим преимуществом технологии инжекционного прессования является гомогенная компенсация усадки по всей площади и, в результате этого, возможность уменьшения давления подпитки (рис. 2).
Типичные примеры применения:
- оптические элементы (например, линзы, рассеиватели прожекторов, фары, дисплеи и т.п.)
- армированные длинными волокнами формованные изделия (например, элементы дверей, антикоррозионная защита днища кузова и т.п.)
- декоративные элементы (например, профилированные декоративные детали, боковые обшивки, корпусные детали для мобильных телефонов и т.п.)
- элементы детали со структурой поверхности (например, структуры Френеля, поверхности Лотуса и т.п.)
- вспененные элементы изделия (например, изоляционные изделия, облегченные конструкции и т.п.)
- детали с проблемными зонами (например, образование усадочных раковин, и т.п.)